热门搜索:
TPE包胶料,食品级TPE,仿真人模TPE,高回弹TPE,防火阻燃TPE
德创化工 五大优势
每一颗TPE 都是心血的见证
01
德创化工 10年专注研发生产弹性体TPE TPR橡塑原料
·
德创化工10年来专注于橡塑原料的研发于生产,是一家专业研发、生产、推广为一体的TPE橡塑原料、 TPE橡塑原料等高分子功能材料的高科技现代化企业。 长期与科腾,可乐丽,台橡 巴斯夫,岳阳石化 等国内外众多知名厂商合作。

02
德创化工 拥有一批技术精湛的研发团队和专业的销售顾问
·
德创化工一直坚持创新 凭借强大的技术研发团队 不断研发出多款高性能TPE TPR橡塑原料
·
了解客户需求为客户推荐物性符合的TPE牌号
·
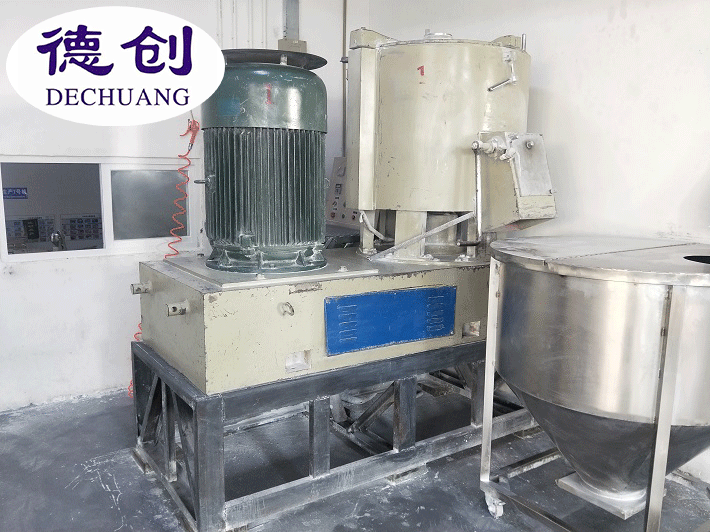
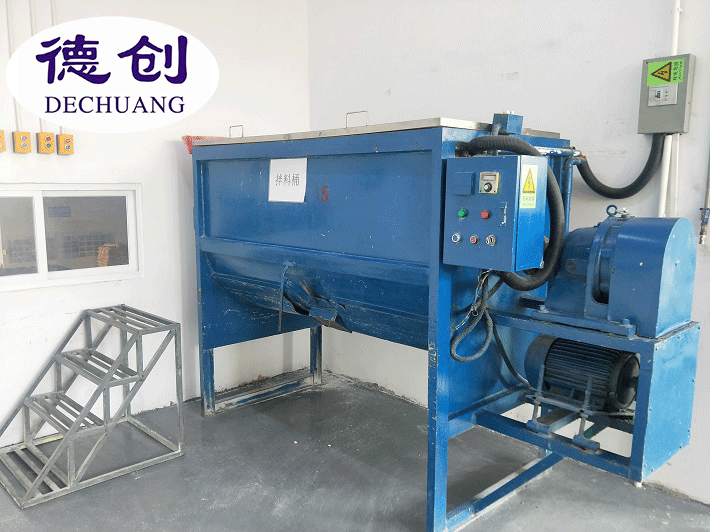
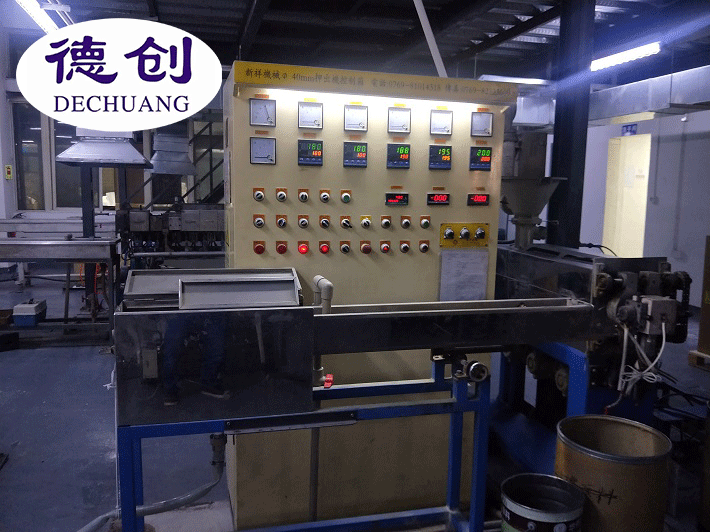
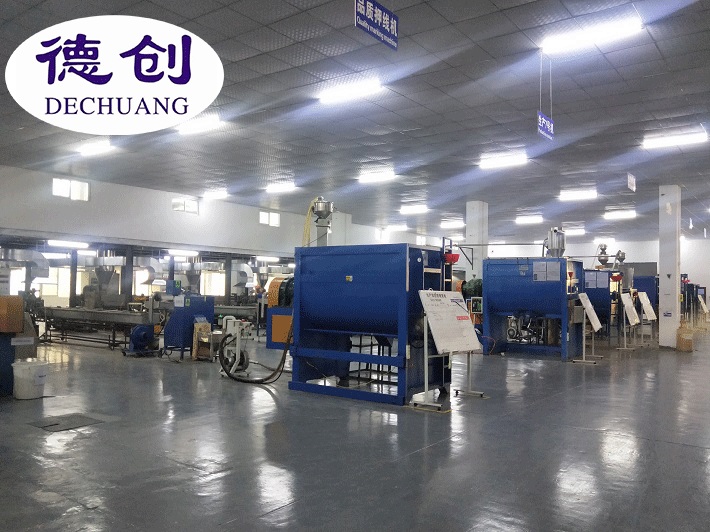
现代化工业 德创化工拥有一批技术精湛的研发团队和专业的销售顾问 德创工厂拥有国内外最先进的TPE水下造粒设备和专业建设设备标准化检测程序 为品质提升保障!
03
德创化工 量身订制专属您的TPE TPR原料
·
量身定做,自主研发。德创化工为广大客户提供专业的“解决方案”和“量体定制”服务, 针对客户的不同产品诉求,以最快的速度调整出最佳的解决方案。为客户提供专业的原料配 色造粒服务,以达到更稳定的品质!

04
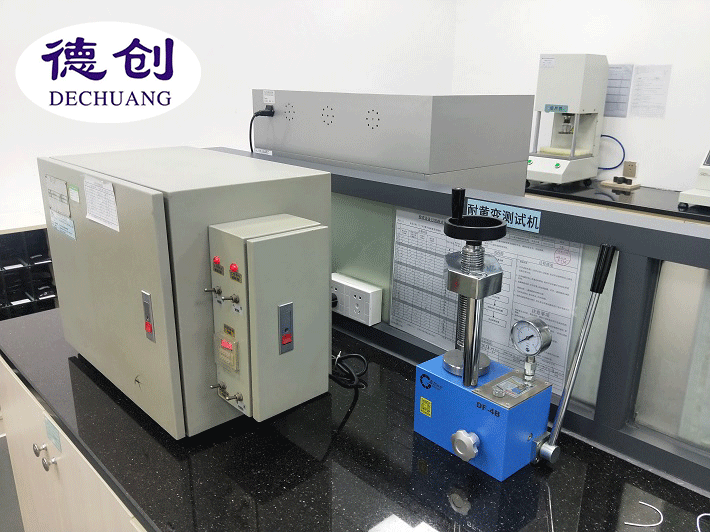
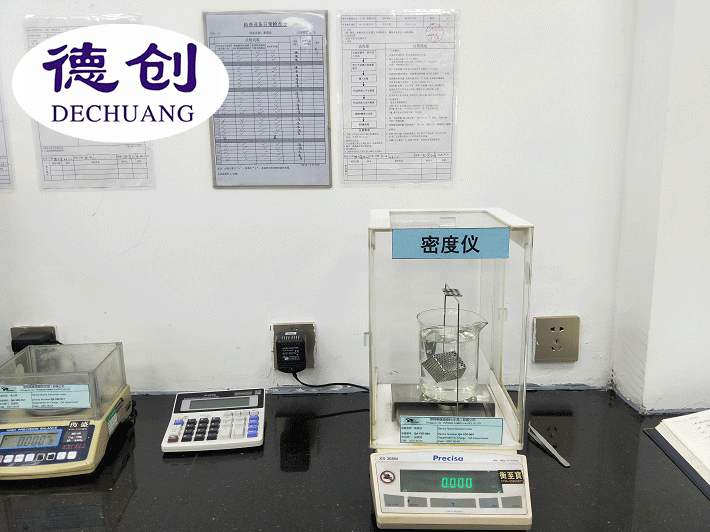
德创化工 免费提供物性数据监测及技术支持
·
对于TPE TPR的比重、硬度、外观透明度、熔融指数、拉伸强度、伸长率、热变形温度等检测严格,保障高品质产品。
·
德创化工拥有标准的生产线,专业的物性检测和环保检测,符合FDA 、ROHS、REACH,LFGB , EN71等环保检测标准,荣获欧盟及美国各项环保认证。
05
德创化工 雄厚的公司实力 每一颗TPE都是心血的见证
·
为确保高品质TPE,德创化工严格按照ISO9001质量体系认证
·
生产制造中严格把关,成品经过多次精密检测 确认合格,方能出货 严格要求无需退换货拥有专业的客服团队,一对一为您提供五星级尊享服务
·
薄利多销,合作共赢的经营理念使得德创化工在业界中颇有知名度


走进德创
深度了解德创
了解更多 →东莞市德创化工有限公司是一家集研发生产销售为一体的热塑性弹性体企业,公司成立于2018年,公司位落座于广东省东莞市常平镇大京九塑胶城B栋,工厂坐落于广东省东莞市桥头镇,德创公司自成立以来一直秉承以技术创新为核心。公司主营业务有:TPE系列 .TPR系列.TPV系列.TPU系列.TPEE系列及SEBE.SBS系列 德创公司拥有一批经验丰富的销售工程师和研发团队,一直在为广大客户提供优质的服务和优秀的解决方案。公司视品质为企业基础,视客户为企业根本,为客户提供卓越服务为企业宗旨,赢得了广大客户的信赖与支持。公司先后通过了ISO9001:2008质量管理体系认证,产品符合FDA 、ROHS、REACH,LFGB , EN71等环保检...
德创化工 量身定制方案流程
根据客户要求来样定制TPE/TPR原料

需求沟通

产品设计


模具设计


样品开发

现场试样

样品确认

签订合同

原料供应


售后服务
公司动态
行业知识
常见问题
Copyright 2019 © 东莞市德创化工有限公司 版权所有 粤ICP备19058840号